Assembly Line Development and Integration
Drive Unit and Inverter Assembly Lines
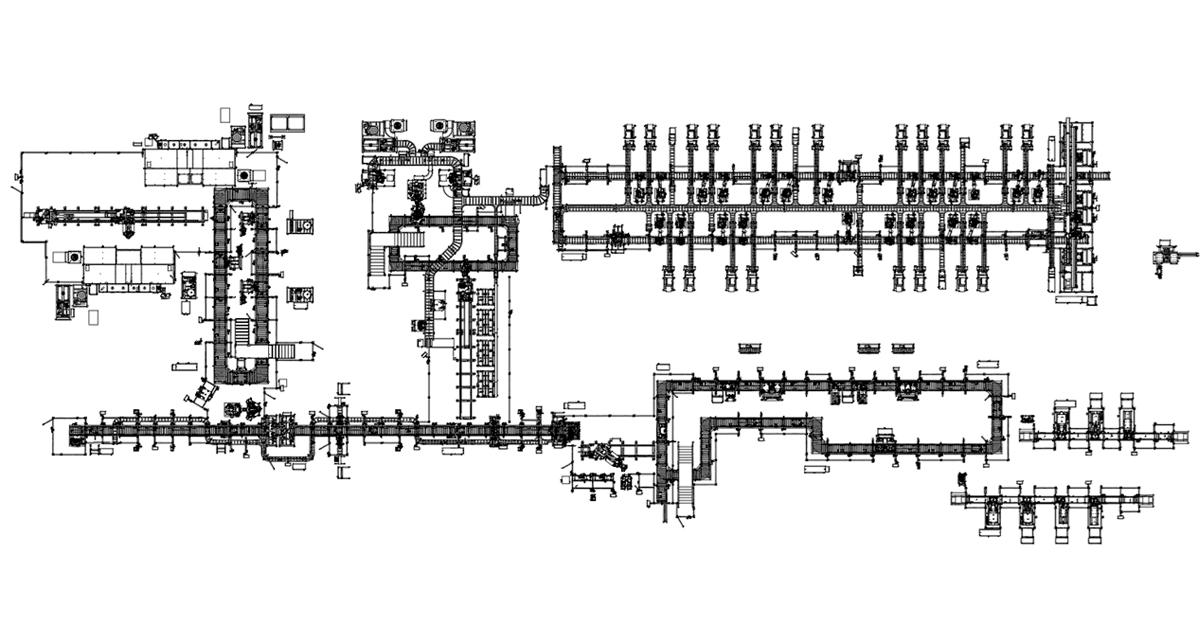
Inverter Assembly Line Features:
- (20) Fastening Robots
- (2) Robotic Inspection Stations
- (4) Robotic Soldering Stations w/ AOI Inspection
- (1) Material Handling Gantry
- (2) End of Line Testing Material Handling Robots
- (2) Rejection Spurs
- (42) Automatic and Manual Work Stations
- Each conveyor is individually motorized and contains RFID readers and lift & locate systems for pallet positioning
- Each Pallet contains RFID tags and bushings for accurate locating
- ESD rated conveyor, pallets, and process
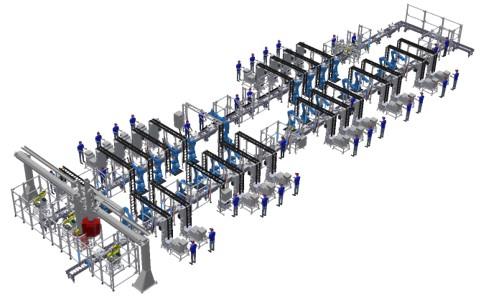
Drive Unit Assembly Line Features:
- 115 Total Stations
- 3 Robots
- 2 Assists
- 101 Total Conveyor Stations
- Each conveyor is individually motorized and contains RFID readers
- Lift & Locate systems for pallet positioning in auto stations
- Each pallet contains RFID tags and bushings for accurate locating
- 50% of buffer stations are populated with pallets for optimal buffering
- Station Quantities:
- M01 Gear Assembly: 14 Stations & 1 Assist
- M02 Gear Assembly Line: 12 Stations & 1 Assist
- Shield Assembly: 34 Stations
- Shield Marriage: 3 Stations & 1 Robot
- Assembly Conveyor: 29 Stations
- End of Line Cell: 20 Stations & 2 Robots
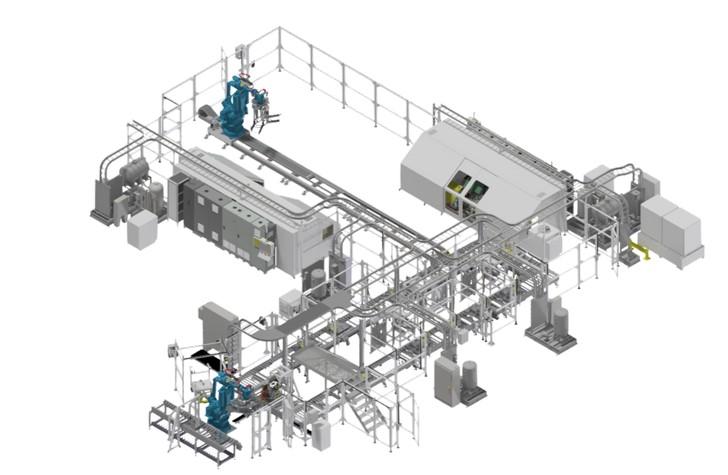
Crankshaft Material Handling Gantry


Features:
- 650 Foot Long 17 axis Servo Gantry Crankshaft Loading System
- 14-Crankshaft Loading, Buffer, Crossover and Unload Conveyors
- Multiple Quality Control Takeout Stations
- 17 Operator HMIs
- Integration of dozens of unique machines including bar code marking, data, and part tracking through grinders, lathes, balancers, hardeners, washers, gauges, mills, laser markers, conveyors, etc.
Check out this this Youtube video we did with Fanuc on our Crankshaft Machining Center Servo Gantry Loading System.

Robotic Ring Gear Deburring Line
")

Features:
- A driven roller conveyor feed parts into the deburring cell from multiple upstream processes
- Automatic part detection identifies inbound parts and configures the system for automatic processing of the inbound part
- Inbound and outbound roll-over stations allow for deburring on both sides of the part, regardless of how it is conveyed into the cell
- Robotic deburring station utilizes two robots and automatic tool changers for on-the-fly tool changes
- Integrated washer and blow-off system for cleaning of parts after deburring process

Vehicle Accumulation and Transfer Line
Features:
- Body Transfer System
- 470 Feet Of Driven Roller Conveyor
- Two-Strand Side Winders
- Vehicle Body Lift
- Skid Loading System
- Painted Body Load And Unload
- 2-Hydraulic Scissor Lifts
- Lift And Transfers Between Steel & Wood Skids
- Turntable To Rotate Skids 180°
Engine Cylinder Head Assembly Line

Features:
- 63 feet long recirculating pallet conveyor with elevators on each end
- Utilizes a total of five Fanuc robots
- Multiple manual and automated assembly stations
- Accommodates three different models of engine cylinder heads with the flexibility to accommodate additional future models
- Utilizes three bowl feeders for orienting and accumulating different size springs for each model
- Utilizes two bowl feeders for orienting and accumulating small keepers
- Utilizes two custom cam-designed cylinder head spring exercisers for testing and quality assurance
Bearing Cap Assembly


Features:
- Utilizes one ABB robot
- Custom end effector featuring custom grippers, torque tools, probe, and profilometer.
- Custom engine block lift and locate mechanism
- Accommodates multiple engine sizes
- Utilizes custom hydraulic system and eight torque tools for stud tensioning, stud rundown, and crosstie bolt pre + final torque
Cylinder Head Assembly Line

Features:
- Utilizes four ABB robots
- Custom end effectors for material handling, assembly, and inspection/verification
- End effector mounted camera for part number verification
- Vision assisted robot pick and place
- Combustion face inspection camera
- Valve stem oiling system
- Utilizes four load/unload turntables
- Utilizes three vibratory bowl feeders
- Utilizes six safety laser scanners
- Utilizes two 30kN Servo Presses for valve guide installation
- Automated Storage and Retrieval System for completed head accumulation
Cylinder Liner Assembly Line




Features:
- Utilizes one ABB Material Handling Robot
- Vision Assisted Robot Pick and Place
- Custom end effector with gripper, vacuum cups, and touch-off probe
- Automatic engine block touch-off and frame teach
- Accommodates four different engine sizes with a multitude of different liner types
- Utilizes a liner prep conveyor loop with automatic and manual stations
- Utilizes liner accumulation turntable to hold multiple part numbers for builds
- Barcode and combustion face inspection camera
- Plenum Plug inspection camera
- Profilometer liner inspection
- Liner auto-lube station
- Liner repair and reintroduction station
- End of Line Leak Test to test various block sealing points
Leak Test Features:
- Accepts four different engine sizes and number of cylinders
- Custom Engine Lift and Locate
- 20 servo presses for liner press and seal
- PLC based leak test
- Configurable press and test parameters based on model
- Gross leak detection and early stability cutoff for time efficiency
- Graphical Representations of Press and Leak information
- Press and Leak Test Data Collection including:
- Individual Liner Press Force and depth
- Leak Test pressure/ pressure delta and times for each stage (fast fill, fill, stabilize, test)
- Ability to repair and reintroduce a completed block from last conveyor station back into press and leak test
